
| A002 | 符合 GB E308L-16 相当 AWS E308L-16 |
| |
| |
熔敷金属化学成分(%)化学成分CMnSiSPCuNiMoCr保证值≤0.040.5~2.5≤0.90≤0.030≤0.040≤0.759.0~11.0≤0.7518.0~21.0 | |
熔敷金属力学性能试验项目Rm(MPa)A(%)保证值≥520≥35 | |
参考电流 (AC、DC+)焊条直径(mm)φ2.0φ2.5φ3.2φ4.0φ5.0焊接电流(A)40~8050~10070~130100~160140~200 | |
注意事项: 1.焊前焊条须经200-250℃烘焙1h。 2.尽可能采用直流电源,电流不宜过大。 | |


- 耐海水腐蚀钢H03焊条 海03 10CrMoAl铬铝焊条
- 河北风卓焊接材料有限公司
0成交¥18.00

- 焊接10crmoAl钢专用H03药芯焊丝 海03焊丝
- 河北风卓焊接材料有限公司
0成交¥22.00
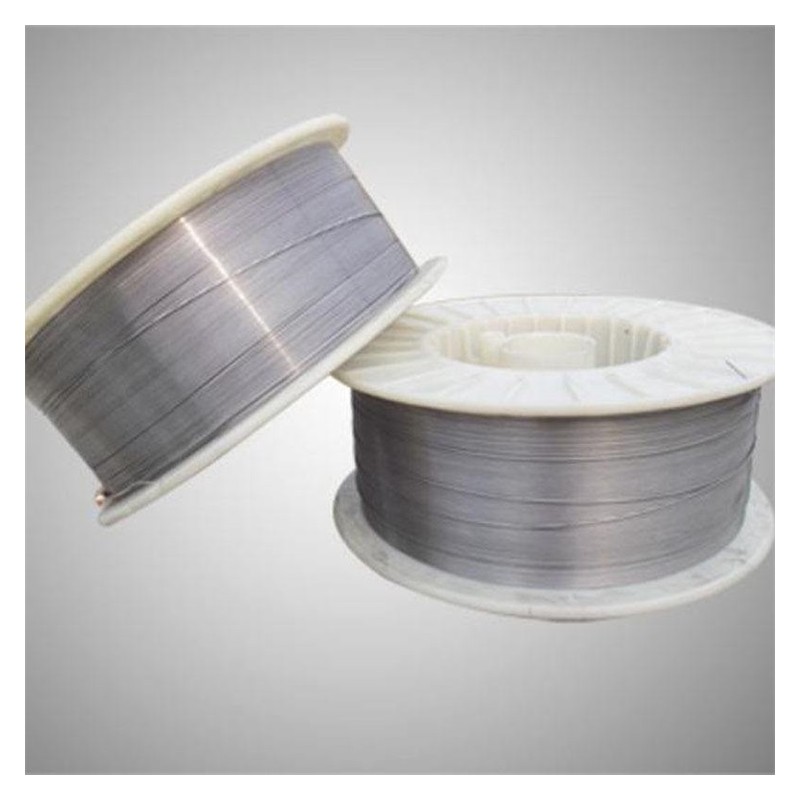
- 药芯焊丝 H03药芯焊丝
- 河北风卓焊接材料有限公司
0成交¥22.00
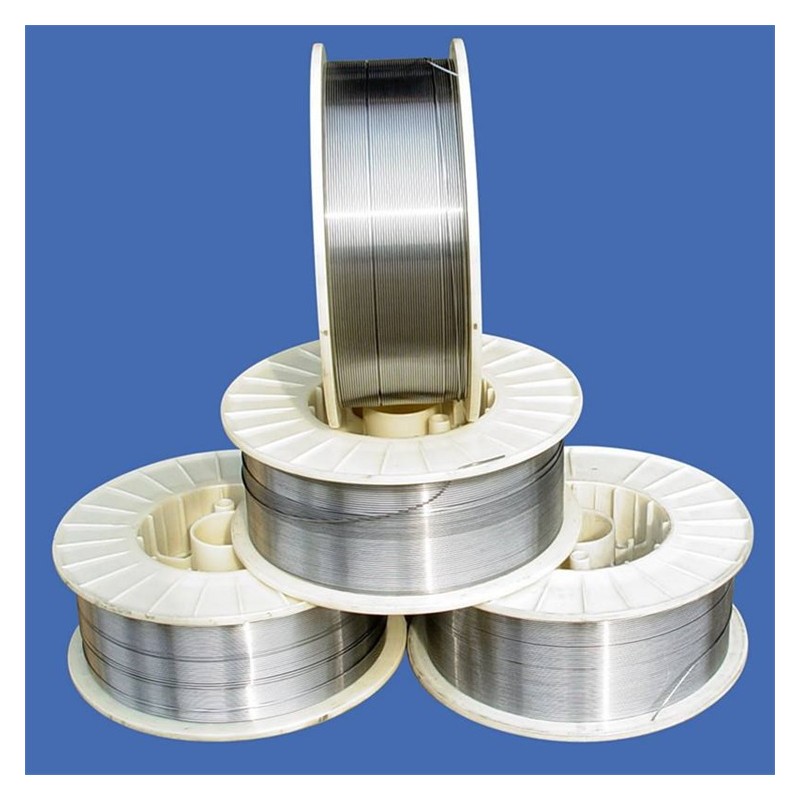
- 10CrMoAl钢专用药芯焊丝
- 河北风卓焊接材料有限公司
0成交¥22.00

- 焊条 海03焊条 H03焊条
- 河北风卓焊接材料有限公司
0成交¥18.00

- 海HO3耐腐焊条价格
- 河北风卓焊接材料有限公司
0成交¥18.00

- MRA/8407模具堆焊焊丝 进口焊丝
- 河北风卓焊接材料有限公司
0成交¥68.00

- H13模具堆焊焊丝销售
- 河北风卓焊接材料有限公司
0成交¥46.00


